




- 材质
NM360耐磨板
- 产地
聊城
- 规格
齐全
- 类型
耐磨板
- 颜色
黑色
- 品牌
龙泽耐磨板
- 型号
齐全
- 可定制
是




随着焊速的,熔深和熔宽减小。焊接速度过高有可能产生咬边。焊丝伸出长度:焊丝的伸出长度越长,焊丝的电阻热越大,焊丝的熔化速度越快。焊丝伸出长度一般为13-25mm,视焊丝直径等条件而定。焊丝伸出长度过长,会导致电弧电压下降,熔敷金属过多,焊缝成型不良,熔深小,电弧不;焊丝伸出长度过短,电弧易烧导电嘴,且金属飞溅易塞喷嘴。
焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。
平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。
短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。

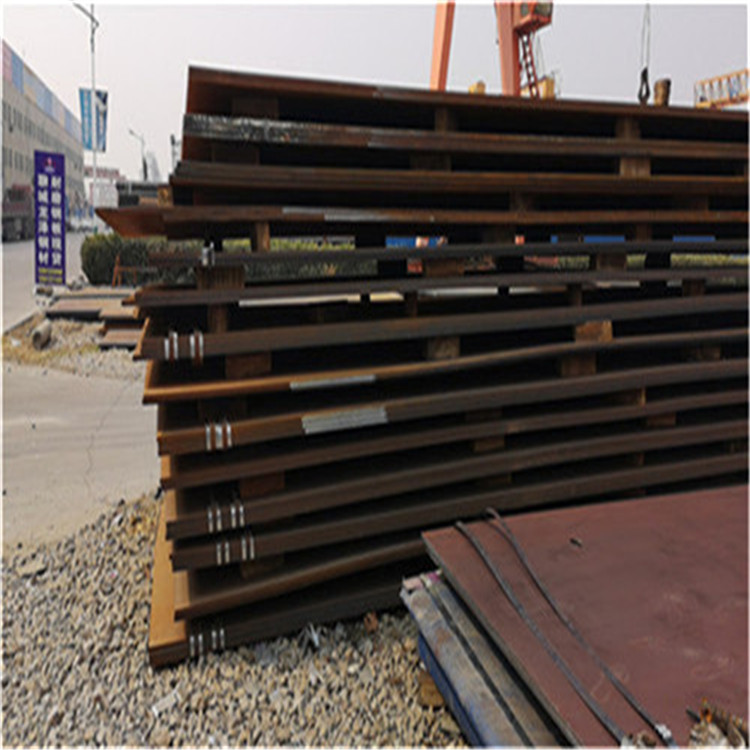
储存a)复合耐磨板应存放在干净整洁的环境中,避免各种腐蚀性介质的侵蚀。b)储存场的地面应平坦、无并有足够的承重能力。c)钢卷应放在橡皮垫、垫木、托架等装置上、捆带锁扣应朝上,不能直接放在地面上或运输工具上。
d)产品应存放在干燥通风的室内环境中,避免露天存放以及存放在易发生结露和温差变化大的地方。e)储存场地应留有足够的空间供吊运设备使用。f)应对钢板和钢卷的储存位置进行合理的安排以便于取用,尽可能不必要的移动。
g)应注意复合耐磨板的力学性能和涂层性能可能会随储存时间的增加而变化。运输和装卸a)复合耐磨板应按照出厂时的状态进行运输,不能随意拆卸原有包装。b)装卸时吊具与产品间应加橡皮垫以防发生碰伤,有条件的情况下应使用吊具。
c)运输车辆的车厢应打扫干净,车底板上应铺橡皮垫或其他防护装置,车厢四周也应采取必要的防护措施,防止包装产生压痕或碰伤。d)立式包装的钢卷在运输和装卸时也应保持立式。e)产品应固定牢固,避免在运输时产生相对移动或滚动而造成损伤或发生意外事故。

这一步骤需要将钢板保持在固化炉中进行高温巩固,温度控制早180-260℃之间。当然,不同的复合耐磨板厂家会根据自己的生产制作的材料等情况的不同而对温度和时长进行一定的控制。以上便基本完成了复合耐磨板的多层涂饰制作。
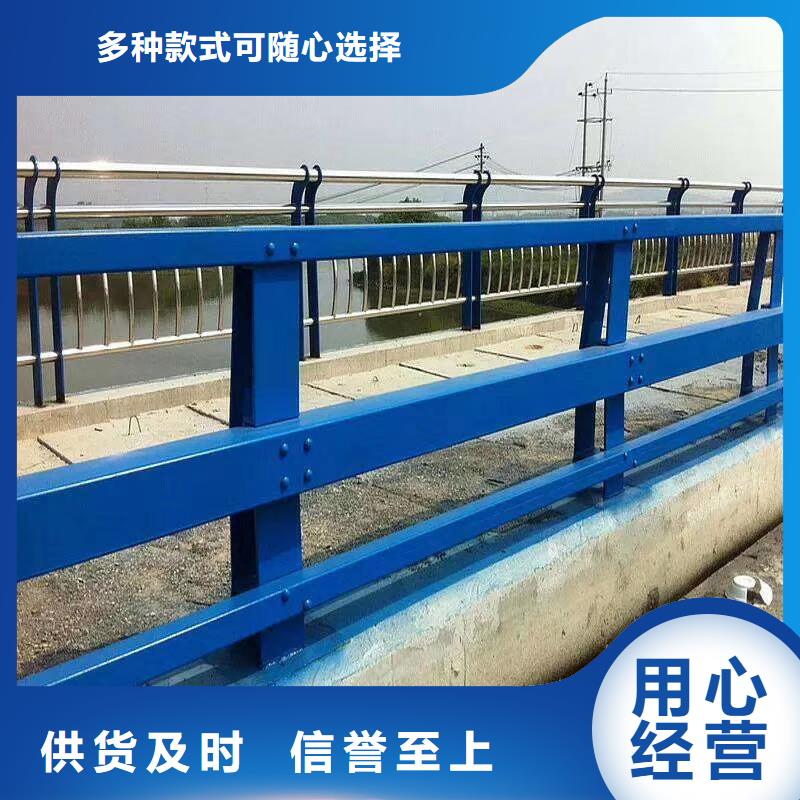
碳化铬耐磨板具有突出的耐候性、耐磨损、耐腐蚀性等特性,同时具有硬度高、不易变形、仿木真图案不褪色、不脱落等特点,适合室内外各类使用。碳化铬耐磨板填补了国内以金属材料替代原木建筑装饰的空白,可以建筑、装饰、园林及市政设施的档次,带动建筑、装饰、园林及市政等行业环保材料的发展。
同时,还可以节约大量的自然资源,为保护生态环境作出积极的贡献,并能满足群众物质生活日益后对自然美感的精神追求,为创造人类社会与自然生态发展,提供了完美的建筑装饰材料。那么碳化铬耐磨板上为什么要打孔。
储存、运输和装卸是影响复合耐磨板质量的重要环节,如果操作不当,储存、运输和装卸过程中可能出现划伤、压印、腐蚀等各种缺陷。为尽可能和避免各类缺陷的产生,下面简要介绍一些操作中的注意事项。关于储存、运输和装卸方面的具体规定可参考有关资料或向专家咨询。

熔滴过度特性的影响焊接工艺参数对熔滴过渡特性影响很大,因此对冶金反应也必然发生影响。试验表明,熔滴阶段反应时间随着焊接电流增大而变短,随着电弧电压的增加而变长。所以可以断定反应进行的程度随着焊接电流的增加而减小,随电压的增加而增大。
通过填充金属过渡把所需要的合金元素加入到耐磨衬板中,配合碱性皮或低氧、无氧焊剂进行焊接或堆焊,从而把合金元素过渡到焊缝或堆焊熔敷金属中。这种焊缝合金化的优点是焊缝成分均匀、可靠,合金损失少;缺点是制造工艺复杂,成本高。
对于合金元素含量高的脆硬耐磨板,因轧制和拔丝困难,不能采用这种方式。应用合金粉末涂敷过渡将需要过渡的合金元素按比例配制成具有一定粒度的合金粉末,把合金粉末输送到焊接区或直接涂敷在耐磨衬板表面或坡口内,在焊接热源的作用下与母材熔合后形成合金化的熔敷金属。
这种合金化的优点是合金元素的比例调便,不必经过轧制、拔丝等工序,合金含量的损失小;缺点是合金成分的均匀性差,制粉工艺较复杂。通过皮、芯或焊剂过渡把所需要的合金元素以铁合金或纯金属的形式加入到皮、芯或焊剂中。

